Quality Management#
The Quality Management Module (QM) is integrated with the base modules of Microsoft Dynamics 365 Business Central1. It supports manufacturing, warehouse, and batch tracking processes as well as financials.
.
The following section of the online help is intended to assist you in completing quality assurance tasks using the QM module.
.
QM allows you to manage test equipment and its calibration. With the help of defined inspection plans, you can perform and document inspections via incoming, intermediate and final inspections. Furthermore, the quality assurance module gives you the possibility to create a supplier evaluation taking into account the performed quality inspection.
Note
The use of this module can be set up only for storage locations that do not work with controlled putaway and picking. (Field "Controlled storage and picking" in the storage location card).
Note
The module does not support project related procurement. I.e. goods, which are procured in connection with a project number, do not trigger test orders. The background is that in the context of the project procurement the receipt is debited directly as project consumption / project sales. As a result, there is no stock in the system that can be inspected in the inspection order.
Setup#
Quality Inspection Setup#
Before you can use the QM quality assurance module in Dynamics 365 Business Central, you must go to QM - Quality Assurance > Administration > Quality Assurance Setup make basic settings.
Inforegister General#
| Field | Description |
|---|---|
| Print exams automatically | This is used to specify whether a test order is to be printed out directly when it is created. |
| Do not show in availability | Use this field to control whether item stocks that are in check should not be considered as "Available" in the availability check. This affects the availability check in the sales document or stock transfer order, as well as the display in the "Sales line details" info box. |
| Envelope Book Sheet Template Name | You define the stock transfers to and from the QA test storage bin that are carried out in the background using a separate article ledger sheet template of the type Stock transfer. Note: In the background, the system automatically uses the article book. sheet name "QK (Auto)". Because of this, no book. sheet name with the same name may be created in the system. |
| Obligation to check for release | If the inspection requirement for release is set to "Yes", all specified inspections must be recorded in accordance with the number of samples in the inspection results matrix or in the inspection data when an inspection order is released. If the inspection obligation is set up with "No", a finding can also be set without recording inspection data. |
| Inspection Mandatory On Failure | Description to follow. |
| Testing with locked test equipment | This field is used to define how to proceed with locked test equipment in test orders. The following options are available: -> Display warning and decide with special release If the test equipment in the test order is not exchanged for a released test equipment, the test order can only be released via a special release. -> Display faults and replace test equipment If the test equipment in the test order is not exchanged for a released test equipment, the test order cannot be released, not even via a special release. |
| Single-batch incoming inspection | Here you can control whether the incoming inspections for incoming deliveries (purchasing) and returns (sales) are created in batches. If the switch is activated, an incoming goods inspection is created for each batch. The calculation of the sample quantities is based on the respective quantity of the batch. |
| Minor Failure Factor Main Failure Factor Critical Failure Factor |
These fields are used to set up the Failure Factor of the defect classes for calculating the quality score. See also "Example for the calculation of the quality number". If you also use the Vendor Rating Management App, the quality score is included in the supplier rating. See also "Vendor Rating Management: Value Types". |
| Automatic Calculation Quality Check | Activates the automatic calculation whether an Item in the Warehouse Receipt Lines needs a Quality Inspection. This can lead to reduced performance when opening the warehouse receipt lines. The following options are displayed in the "Quality inspection required" field when activated in the Warehouse Receipt: No No incoming inspection is required according to the test plan utilisation. Yes According to the test plan utilisation, an incoming inspection is required and the "skip lot number" = 0 in the sampling regulations. Skip Lot - No According to the inspection plan usage, an incoming inspection is required and in one of the sampling rules the "Skip Lot Number" is <> 0. No inspection is currently due. Skip Lot - Yes According to the inspection plan usage, an incoming inspection is required and in a sampling rule the "Skip Lot Number" is <> 0. An inspection is currently due. |
| Show timestamp of last quality insp. calculation | Activates the visibility of the timestamp at which the requirement for an inspection was last calculated. Can only be set if automatic calculation of the quality check is off. |
Inforegister numbering#
| Field | Description |
|---|---|
| Test order numbers, Test plan numbers, Test equipment numbers, Test Equipment Group Numbers, Sample numbers |
The number series for the documents and master data are set up in these fields. |
Inforegister Vendor Rating Connection#
If the module for vendor rating (KUMAVISION Vendor Rating Management) is installed in parallel to the Quality Management module, these two applications can be set up in such a way that entries from the quality management automatically flow into the vendor rating. The communication between both modules is done via an API connection, where an authentication of the API calls is generally done via a service-to-service authentication. Only in an on-premise environment can a basic authentication by means of user ID and web service access key take place as an alternative.
Note
For general setup of Service-to-Service (S2S) authentication for API access, please refer to Microsoft Dynamics 365 Business Central1 standard guidance. However, when assigning user permissions in the Business Central page (Azure Active Directory Application card), additively add the user permission set KVSVRMSETUP!
To activate the interface to the Vendor Rating Management, the following settings must be made:
| Field | Description |
|---|---|
| Vendor Rating Authentication Type | This field is only visible for On-Premise environments! Using this field you can decide, whether to use OAuth2-Authentication or Basic Authentication for API connection. |
| Vendor Rating User ID | This field is only visible for On-Premise environments! This field must be used to enter the user through which the API interface passes data to the vendor rating module. |
| Password | This field is only visible for On-Premise environments! The password of the selected user must be entered in this field to secure the connection via the API interface. |
| Vendor Rating AAD-Application | This field is only visible in SaaS environments or when selecting the Vendor Rating Authentication Type OAuth2! In this field, select the "Azure Active Directory Application" to be used for authentication against the API. |
| Vendor Rating Connection Client Secret | This field is only visible in SaaS environments or when selecting Supplier Rating Authentication Type OAuth2! The "secret key" (Client Secret) of the Azure AD App registration must be stored in this field. |
| Use Vendor Rating Connection | This field controls whether to establish an API connection to the Vendor Rating Management (VRM) module. This field contains the following options: Undecided: No decision has been made yet whether to establish a connection between the QM module and the VRM module. This value is the initial value of the setup. Yes: A connection between the QM and VRM module is to be established. In this case, the other fields in the interface setup must be filled in. No: The interface between the QM and VRM modules should not be used. |
| Vendor Rating Type Code | This field is used to set the evaluation type from the supplier evaluation module for quality evaluation. The "Assist" button for this field can be used to reference an existing evaluation type of the "Quality" evaluation group. If no corresponding evaluation type exists yet, it will be created automatically. Notice: If there is not yet an evaluation type for the quality evaluation, it must be created via the Assist button. A corresponding evaluation type for quality is necessary to pass the information between the QM module and the VRM module. |
Action "Test vendor rating API connection"#
This action can be used to test the API connection to the Vendor Rating Management (VRM) module. The system issues a corresponding message here whether the connection could be established or not.
Functionality#
Through the API interface between the Quality Management (QM) and Vendor Rating (VRM) modules, vendor rating items are formed based on the inspection orders, which can be processed by the vendor rating functionality.
The basis for the supplier evaluation item is the "Quality score" field in the header of the inspection order. This quality score reflects the points that are written to the supplier evaluation item when the inspection order is completed.
Note
As part of the interface between the modules for quality management and supplier evaluation, a supplier evaluation item is generated for each inspection order.
The interface to the Vendor Evaluation module (VRM) only takes into account the inspection order types that have a reference to the vendor. These are the following inspection order types:
- Receipt check vendor
- Intermediate examination for external work
- Final inspection (with external work as the last operation)
Storage locations#
For those storage locations in which quality inspections are to be carried out, the necessary facilities must be provided. The basic prerequisite for storage locations with quality inspection is the setup and use of storage bins at the storage location. It is therefore only possible to set up the fields in the Quality Assurance tab if the Storage bin necessary field is set up with Yes in the Logistics tab.
Storage Location Setup in Inforegister Quality Assurance for Single-Level Logistics#
| Field | Description |
|---|---|
| Perform quality inspection from purchasing | This field indicates whether incoming inspection for vendors is possible in the storage location. |
| Perform quality check out of sale | This field indicates whether incoming inspection for customers is possible in the storage location. |
| Perform quality inspection from production | This field specifies whether intermediate and final inspections are possible in the storage location during production. |
| Perform manual inspection | This field specifies whether the storage location allows manual inspections. |
| Storage bin quality inspection | Enter the storage bin for quality inspection in this field. An automatic posting is made to this storage bin for processes that are relevant for inspection. - Goods receipt (purchase / sales) - Actual message from production - Manual inspection On completion of the inspection, the debit from this storage bin. |
| Blocked storage location | In this field, enter the storage location to which blocked goods are to be automatically transferred during inspections. This storage location can be different from the storage location to be set up at the moment . |
| Blocked storage bin | Enter the storage bin for the blocked storage bin in this field. |
| Write off destroyed items | Select Yes to set up this field if you want to write off destroyed items directly in a check. In this case, the fields Storage location destroyed articles and Storage location destroyed articles will remain empty. The field can only be set to “Yes” if it is a storage location in which putaway is not used (Putaway required = No). |
| storage location destroyed articles | In this field, enter the storage location to which goods destroyed during an inspection are to be automatically transferred. This storage location can differ from the storage location to be set up at the moment. |
| Bin Code Destroyed Item | In this field, enter the storage bin to which goods destroyed in the course of |
| checks are to be automatically transferred. |
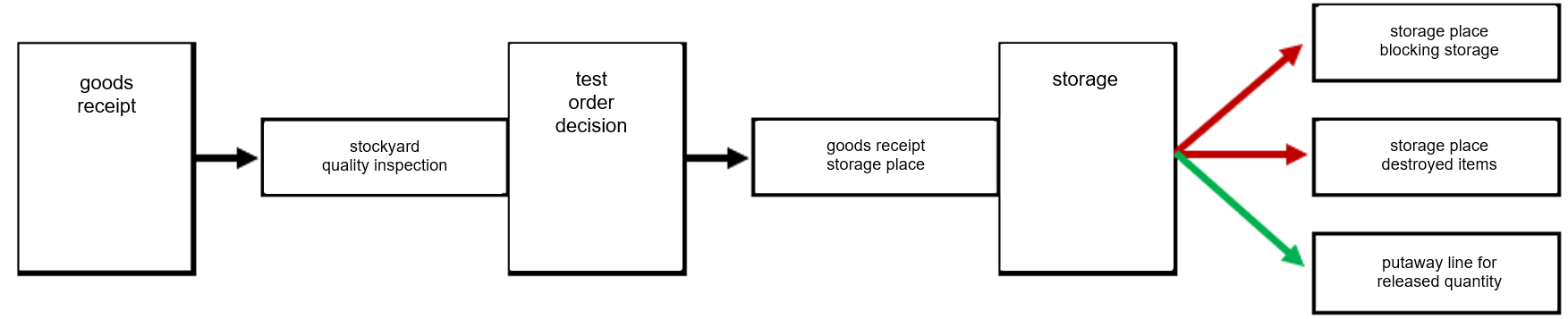
Storage Location Setup in Inforegister Quality Assurance for Two-Stage Logistics#
If the two-step logistics for goods receipt is set up in the storage location, i.e. if the fields Goods receipt required and Putaway required in the Logistics tab are set to Yes, additional facilities must be taken into account and are necessary.
It is mandatory that the storage location to be set up is also used as storage location blocked storage and storage location destroyed articles. In the case of an inspection decision in a goods receipt inspection, the stock transfer from the inspection storage bin initially takes place in total to the goods receipt storage bin (inspected). Depending on the inspection result, the stock placement from this storage bin takes place to the storage bin blocked storage and storage bin destroyed articles as well as to the putaway bin for the released inspection quantity via a putaway document.
For storage locations with two-tier logistics in goods receipt, the following fields must also be set up in the Quality Assurance tab:
| Field | Description |
|---|---|
| Goods receipt storage bin (checked) | This field defines the storage bin to which the items in incoming inspection are automatically transferred after the inspection decision. This transfer takes place independently of the test decision and the quantities to be released, blocked and destroyed. From this storage place subsequently takes place the storage: -> Quantity to be released Goods storage bins-> -> Quantity to be blocked->Storage place Blocking storage according to facility -> Quantity->destroyed Storage location destroyed articles acc. to facility |
| Automatic storage | This field is used to set up which actions are to be preset in the dialog mask in the event of an inspection decision: Option value <empty> In the dialog mask in the event of an inspection decision, the two values ... - Create storage = No - Display document = No are displayed. These can be set in the dialog mask if necessary on Yes . Option value "Create": If this value is set, an option value must be set in the field Autom. storage at Test result. In the dialog mask are the two values ... - Create storage = Yes - Register storage = No shown. These can be changed in the dialog mask if necessary . Create & Register option value: An option value must be set in the "Autom. putaway on check result" field so that an option can be selected in this field. For the quantities (Blocked, Destroyed or Blocked & Destroyed) that are set in the "Autom. putaway on check result" field. Putaway on Check Result", this field is used to set up the option on how to proceed with the putaways: - Create (A separate putaway will be created for the defined quantities) - Create & Register: (A separate putaway will be created for the defined quantities and registered automatically) |
| Automatic storage in case of test result | This option value is empty if the automatic storage is empty. This option value must not be empty if the automatic storage is not empty. This parameter is used to define the quantities for which direct storage lines are created from the test decision. Option value <empty> A putaway line is automatically created for each of the released, blocked and destroyed quantities Option value Locked The automatic putaway is applied only to the quantity to be blocked. Option value Destroyed The automatic storage is applied only to the quantity destroyed. Option value Locked & Destroyed The automatic storage is applied to lock the quantity and destroy the quantity. |
Storage bin type code with the property#
| Goods | receipt | Outgoing goods | Storage | Picking |
|---|---|---|---|---|
| Storage bin Quality inspection | YES | NO | NO | NO |
| Goods receipt storage bin (checked) | YES | NO | NO | NO |
| Storage place blocking storage |
NO | NO | YES | NO (optional YES) |
| Storage place destroyed items | NO | NO | YES | NO (optional YES) |
Use of the storage bins for quality assurance in logistics processes#
The setup of the storage bins for quality assurance on the storage location map is strongly influenced by the selected logistics level for the storage location. The selected logistics level also determines what the QA process looks like when an item is received. Basically, two types of QA process are distinguished here:
- QA process for no warehouse logistics / single-stage warehouse logistics
- QA process for two-stage warehouse logistics The following sections describe the two QA processes and explain how the QA storage bins are set up and used in each process.
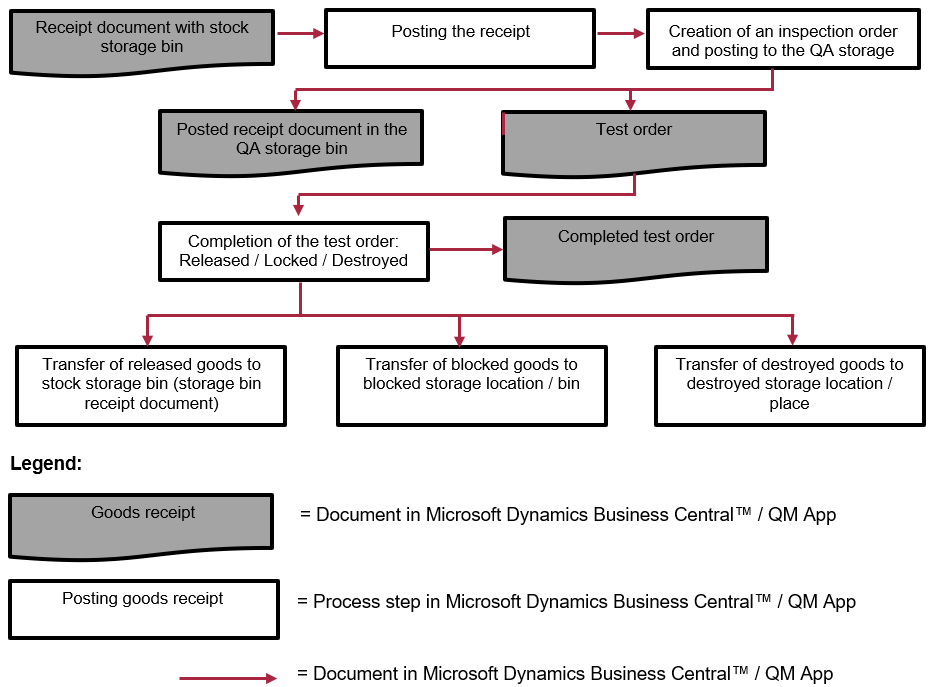
QA process for no warehouse logistics / single-stage warehouse logistics#
Here we show the setup and use of the QA storage bins, which come into play in the case of single-level logistics, as well as bookings without warehouse logistics.
"No warehouse logistics" is defined by not using warehouse documents such as goods receipt, putaway, etc.
"Single-level warehouse logistics" is defined by the fact that only the warehouse documents of the first level are used. In this case, only the goods receipt without putaway and goods issue without picking.
If no warehouse logistics or only single-stage warehouse logistics are used, the receiving process for items that must undergo QA inspection looks like this:
Therefore, the following setup of QA storage bins is recommended for the two storage logistics options mentioned above:
| Establishment | Description |
|---|---|
| Storage bin Quality inspection | A specific storage place within the storage location, which is used only for the inspection of the goods. |
| Storage location blocking storage | Here it is recommended to determine a separate storage location so that blocked goods do not flow into the stock of the main storage location. |
| Storage place blocking storage | When using the QM app, even if a separate storage location for blocked goods is used, it is mandatory to specify a corresponding storage location for blocked goods in this storage location. |
| Storage location destroyed items | Here it is recommended to determine a separate storage location, so that destroyed goods do not flow into the stock of the main storage location. Alternatively, the "Debit destroyed items" option can be used. |
| Storage place destroyed items | When using the QM module, even if a separate storage location for destroyed goods is used, it is mandatory to specify a corresponding storage location for destroyed goods in this storage location. Alternatively, the "Debit destroyed items" option can be used. |
Note
If no storage logistics is used or only single-level logistics is applied, then the following setup fields of quality assurance must not be used in the storage location map:
-Goods receipt storage bin (checked)
-Automatic storage system
-Autom. storage at test result
Note
The storage bin for quality inspection must not be used in incoming and outgoing documents. If the storage bins for destroyed items and blocked items are created in the same storage location as the storage bin for quality inspection, they also run into the inventory quantity of the item in this storage location. These storage bins can be used in the inbound and outbound documents. No further inspection is performed for this purpose.
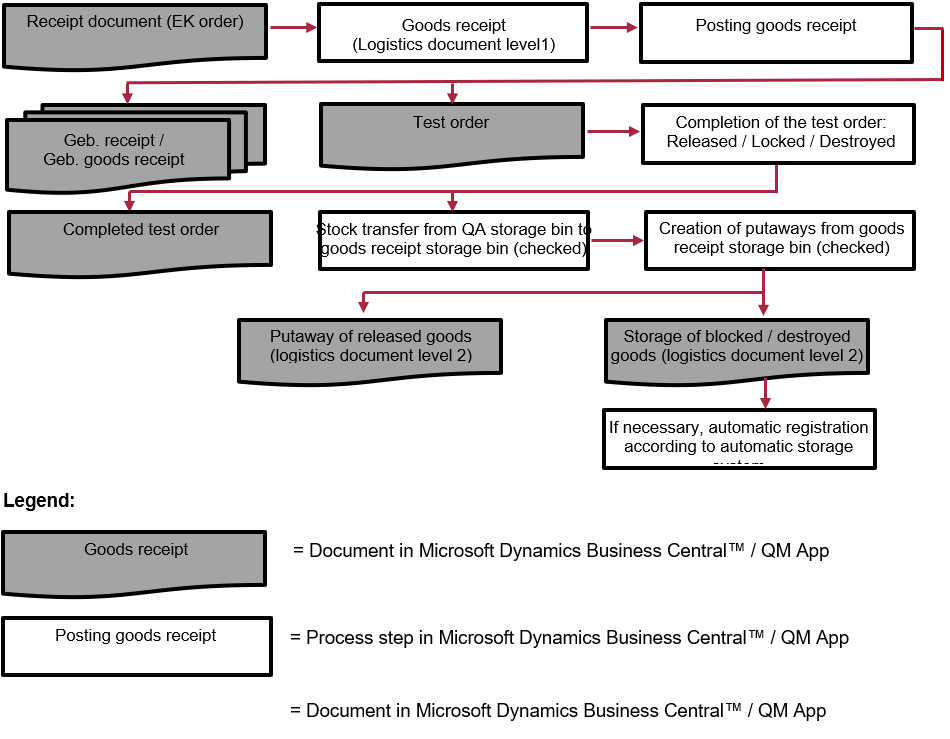
QA process for two-stage warehouse logistics#
Here we show the setup and use of QA storage bins when using two-tier logistics.
Two-level warehouse logistics is characterized by the fact that both the documents of the first storage level, such as goods receipt and goods issue, are used, and the documents of the second level, such as putaway and picking, are used.
The receiving process for items that need to go through QA inspection is as follows:
Notes General setup#
If the parameters of the QM app are set for a storage location with two-level logistics (See QM setup in the storage location map), all storage bins set there must refer to the same storage location. This is important because the inspected goods from an inspection order can be moved to respective storage bins within the warehouse by means of putaway (logistics document level 2). These include the stock storage bins for released goods, the blocked storage bin for blocked goods, and the destroyed storage bin for destroyed goods.
Furthermore, it is necessary to define the "Goods receipt storage bin (inspected)", as this is the storage bin in which the goods will be transferred after the inspection has been completed and will be ready for withdrawal for corresponding stock transfers.
Notes Handling of QA storage bins in logistics documents#
The QA storage bins (storage bins for the QA inspection itself, for inspected goods, and for blocked and destroyed goods) are all components of one and the same storage location. However, since these storage bins are not intended to manage available stock, but rather to support the processes in quality assurance, the following restrictions apply to these storage bins in connection with two-level logistics:
"QS" storage bin (field "Storage bin quality check"):
It is the storage bin where goods are moved for inspection. The goods are checked in this storage bin. This bin must not be used in the logistics documents (putaway, picking, etc.).
"QA checked" storage bin (field "Goods receipt storage bin (checked)"):
It is a storage yard used as part of two-stage logistics in test orders.
The goods from the QA inspection are moved to this storage bin when the inspection is completed. This storage bin is then used as a transit storage bin to store the inspected goods in accordance with the inspection result, in which it serves as a withdrawal storage bin for the stock placements from the inspection order. In connection with logistics documents, this storage bin may only be used for stock placements as a withdrawal bin (take) in order to place the goods into stock storage bins and the blocked/destroyed bin.
"QS Blocked" storage bin (field "Blocked storage bin"):
It is the storage bin to which the blocked goods are transferred when the inspection order is completed. In connection with logistics documents, this storage bin may only be used in a putaway as a putaway bin (place) if the blocked goods are put away in the blocked storage bin after an inspection order.
"QS Destroyed" storage bin (field "Storage bin destroyed items"):
It is the storage bin to which the destroyed goods are transferred upon completion of the inspection order. In connection with logistics documents, this storage bin may only be used in a putaway as a putaway bin (place) if the destroyed goods are transferred to the destroyed bin after an inspection order.
These storage bins may also not be used in other logistics documents.
To ensure that the stocks in the storage bins listed above are not included in the "Available quantity for order picking" in the picking worksheets. Quantity for picking" in the picking worksheets, the "Dedicated" checkbox must be activated in the storage bins.
They are also not taken into account when creating a pick. On the one hand, these storage bins are excluded from the creation of the picking (withdrawal lines of a picking), on the other hand, these storage bins may not be used as target storage bins in the putaway lines of a picking.
Although the QA storage bins are not intended for managing the available stock, they are also not excluded from the available stock of the storage location. Therefore, it is important to check the blocked and destroyed stocks from the QA inspections regularly and, if necessary, to remove them to a separate storage location.
Notes Management of blocked / destroyed stocks in two-tier logistics#
Stocks in the "Destroyed goods" and "Blocked goods" storage bins should be transferred to a separate storage location using a stock transfer ledger sheet.
This is a manual process. (For this, it is recommended to use the "Get bin contents in stock transfer journal" function). This corrects the stock in the main storage location by removing the unusable stock in the "Blocked" and "Destroyed" storage bins to a separate storage location. Return documents for the blocked goods can then be triggered from this separate storage location. This is not possible in the main warehouse because the QA storage bins are ignored when using two-level logistics in the creation of a pick.
The QA storage bins (including the storage bin for blocked goods and storage bin for destroyed goods) are ignored during picking so that in normal operation only inspected/released goods from the stock storage bins are used during picking.
Notes Automatic return creation with two-stage outbound logistics#
Automatic returns creation for two-tier logistics in the goods issue area is not supported.
In this case, the stock must be transferred from the blocked storage bin to a separate storage location (the "Get storage bin contents in stock transfer journal" function is recommended for this). A return document can then be created manually from this separate blocked storage location.
The direct creation of a return for the blocked storage bin from a storage location with two-level outbound logistics is not possible, since the goods issue here also requires picking and the blocked storage bin is not taken into account during picking.
Notes on the creation of putaways for two-stage logistics#
The Quality Management module limits the standard Microsoft Dynamics 365 Business Central1 functionality for creating putaways.
Putaways for a posted goods receipt can only be created for lines whose goods are not in an open inspection order. You can view this in the posted goods receipt line via the "Quantity to be inspected (base)" and "Open inspection order no." fields.
For goods that are in inspection, putaways are automatically created when the inspection order is completed.
This restriction ensures that goods in inspection are not transferred from the QA storage bin to an inventory storage bin by a separate putaway.
It also prevents the inspection order from not being completed due to a lack of the appropriate stock of goods to create putaways from the inspection order.
In such cases, if a putaway created from the test order is accidentally deleted by the user, the following should be noted:
If the quantity of the posted goods receipt line has been completely checked and there is no longer an open inspection order for this line, a corresponding putaway can be created using the standard functionality for creating putaways. However, it must be taken into account that in this putaway the quantities of the goods are not differentiated according to released goods or blocked goods and are therefore not distributed to the corresponding storage bins. This differentiation must be done manually. If there is still an open inspection order for the posted goods receipt line, because only a partial quantity was released from the inspection, the standard functionality for creating a putaway can only be used when the open inspection order has also been completed.
Note on working with putaway worksheets
When using putaway worksheets for a storage location, it is possible that a posted goods receipt is displayed during the action "Get logistics document", even if all items in this posted goods receipt have a link to the open inspection order. This is due to the fact that the standard "Get logistics document" functionality takes into account all posted goods receipts whose items have not yet been completely put away. Since a putaway is not created for items subject to inspection until the inspection order is completed, the corresponding posted goods receipt is also displayed in the logistics document overview. However, items from a posted goods receipt that are linked to an "open" inspection order cannot be dragged into the putaway worksheet lines. At this point, a message may appear stating that no putaway worksheet lines could be created. This ensures that for goods in inspection, putaways can only be created by completing the inspection order.
Quality Employee#
You must define the employees who are assigned to a test order or who are set up in the test equipment card as the person responsible or deputy as "Quality assurance employees".
To do this, first call up the "Quality assurance employees" page via the user search.
You can create new quality assurance employees via "New" in the ribbon. Use the "No." field to select an employee from the "Employees" page. The other fields are then automatically transferred from the employee card.
Further information can be found at: "Recording an employee".
| Field | Description |
|---|---|
| No. | Selection of an employee number to work as a quality assurance employee for the activities listed above. |
| First Name | Display of the field with the same name from the employee card. |
| Last Name | Display of the field with the same name from the employee card. |
| Company Email | Display of the field with the same name from the employee card. |
| Job Title | Display of the field with the same name from the employee card. |
| Status | Display of the field with the same name from the employee card. |
User setup#
| Field | Description |
|---|---|
| Manual Quality Bin Posting | In order to achieve the necessary security for the bookings in the quality inspection process, the storage bins "Quality assurance storage bin" and "Goods receipt storage bin (checked)" can only be booked manually by selected users. Further information can be found under "Storage locations". By activating the "Manual QA storage bin booking" button, users are authorized to make manual bookings to the storage bins listed above. |
Inventory processing#
Note
When organizing inventory processing at storage locations where quality inspections are carried out, it must be taken into account that the storage bins "Storage bin quality assurance" and "Goods receipt storage bin (inspected)" can only be posted to by selected users.
It must be checked whether a separate inventory is to be carried out in these storage bins.
Report selection#
In the "Report selection", the corresponding report must be set up for the respective use (inspections). Report 5483763 - "Inspection order" is available in the QM and can be used for all inspections. Report usages for which customized reports can be created and assigned if required are:
- Incoming inspection
- Intermediate inspection operation
- Intermediate examination external work course
- Final inspection
- Manual test
Exams facility#
Test characteristics#
Recurring inspection characteristics can be set up via the "Inspection characteristics overview". These inspection characteristics form the basis for creating inspection plan lines. The Code and Description fields identify and describe the inspection characteristic. The Attribute field defines whether the characteristic is to be inspected attributively or whether it is a characteristic with measured values to be recorded.
| Field | Description |
|---|---|
| Code | Assignment of the unique code of the inspection characteristic |
| Description | The description of the inspection characteristic |
| Attribute | Setup of the type of inspection characteristic -> Yes For an attributive inspection characteristic, the inspection result is to be recorded as Yes (attribute fulfilled) or No (attribute not fulfilled). -> No A measured value is to be recorded for a non-attributive inspection characteristic |
Additional lines with a further description of the inspection characteristic can be created for an inspection characteristic. If an inspection characteristic is specified in an inspection plan line, these additional description lines of the inspection characteristic are transferred to the inspection plan lines below the selected inspection characteristic.
Via Further options > Navigate > ActionGroup2 > Translations, a translation for the required language codes can be set up for each inspection characteristic. The translations are accessed when an inspection order is printed for a vendor with the corresponding language code.
Error category#
Error categories can be assigned to the detailed test errors and serve as a grouping element of the test errors. To create a defect category, first call up the "Defect categories" via the user search. Via "New" in the menu ribbon, you can define a new defect category with the help of the table below.
| Field | Description |
|---|---|
| Code | Assignment of the unique code of the error category |
| Description | The description for the error category |
Via Further options > Navigate > Translations, a translation for the required language codes can be set up for each error category. The translations are accessed when a check order is printed for a vendor with the corresponding language code.
Test error#
When recording the test data of a test order, a defined test defect can be assigned if defects are detected. Test errors are used to evaluate and group the test data. To define the test errors, call up the "Test errors" via the user search. Via "New" in the menu ribbon, you can define a new test error with the aid of the table below.
| Field | Description |
|---|---|
| Code | Assignment of the unique code of the test error |
| Description | The description of the test error |
| Error category code | Assignment of a defect category as grouping element for test defects |
Via Further options > Navigate > Translations, a translation for the required language codes can be set up for each check error. The translations are accessed when a check order is printed for a vendor with the corresponding language code.
Test Equipment Group#
A test equipment group can be assigned to a test equipment. To define a test equipment group, call up the "Test equipment group overview" via the user search. Via "New" in the menu ribbon, you can create a new test equipment group using the table below.
| Field | Description |
|---|---|
| No. | Assignment of the unique number of the test equipment group. The number series for the test equipment groups must be set up in the quality assurance facility. |
| Description | The description of the test equipment group. The value from Description is automatically transferred to the Search term field. |
| Description 2 | The description 2 to the test equipment group. |
| Search Keyword | The search term for the test equipment group |
| Built on Built by |
These non-editable fields show when and by which user the record was created. |
| Modified on Modified |
These non-editable fields show when and by which user the record was last modified. |
Via the test equipment group list, remarks can be stored for a test equipment group via further options > Navigate > Test equipment groups > Remarks.
Sample Regulation#
Both standardized and freely defined regulations can be set up as sampling regulations. A sampling regulation is a basic element of the inspection plan. For each inspection plan, 3 sampling regulations must be assigned:
* Sampling rule Code (Normal)
* Sampling requirement code (Tightened)
-> Sampling rule Code (reduced)
Therefore, it makes sense to set up three sampling rules with the respective inspection severity for a basic sampling rule.
To set up the sampling regulations, call up the sampling regulation overview via the user search. You can define a new sampling regulation via "New" in the menu ribbon.
Sampling regulations consist of a header (info tab "General") and the sampling regulation lines (info tab "Lines").
General#
| Field | Description |
|---|---|
| Code | Assignment of the unique code of the sample. The number series for the samples is to be set up in the quality assurance facility. |
| Description | The description to the sampling rule. |
| Inspection Severity | This field is used to set up the inspection severity of the sampling requirement. Possible option values are: • Normal • Reduced • Intensified In a warehouse receipt inspection, a skip instruction can be set up for an inspection plan. This is used to dynamically determine the inspection severity. Therefore, it can make sense to set up three sampling instructions for a basic sample such as AQL 25 II: • AQL 0.25-II normal test • AQL 0.25-II reduced test • AQL 0.25-II tightened test |
| Skip-Lot Number | The Skip-Lot Number field is used to specify how many tests are to be skipped after a test has been performed and ended with a "Release" test decision |
Lines#
| Field | Description |
|---|---|
| From Lot Size | This field is used to set up the lot size (delivery or production quantity) for which the subsequent parameters are used. |
| Sample Size in % | This field specifies what percentage of the delivery or production quantity is used for sampling. The system calculates the |
| Sample Size | This field is to be filled with a fixed value that will be used as the sample size. If this field is filled, no entries are allowed in the Sample size % and Skip item count fields. |
| Skip-Item Number | This field is used to control how many test items are to be skipped within the sample. If every 5th part is to be inspected, 4 parts of the batch size are to be skipped. In this case, the skip item number must be set to 4. |
| Acceptance % | The acceptance number is the maximum number of defective specimens in the sample at which the inspection may be released. This value can be specified as a % value in relation to the sample size. This value is purely informative. It is not checked by the system in the inspection decision. |
| Acceptance Number | The acceptance number is the maximum number of defective specimens in the sample at which the inspection may be released. As an alternative to the acceptance %, an absolute acceptance number can also be set up. This value is purely informative in the inspection order. It is not checked by the system in the inspection decision. |
Jump instructions#
The jump instructions can be used to set up dynamic modification of the sample size for goods receipt inspections. The jump instructions can be set up ...
1) ... for a specific item and vendor
The Article no. field is filled with the respective article no.
The Vendor no. field is filled to the respective vendor
2) ... for a specific vendor - regardless of the item.
The Item no. field remains empty
The Vendor no. field is filled to the respective vendor
3) ... for a specific item - regardless of the respective vendor.
The Article no. field is filled with the respective article no.
The Vendor No. field remains empty
4) ... for generally valid for all articles and creditors
The fields Item no. and Vendor no. remain empty
The system checks in the sequence listed above whether a jump instruction is set up for the combination of article and vendor and accesses the first set up found. According to the jump instruction found and the previous inspection decisions in the goods receipt inspections, the current goods receipt inspection is created with the corresponding sample size. The history of the goods receipt inspections can be found in the skip lot history overview.
When an incoming inspection is first created for a specific supplier and specific item, an incoming inspection is always created with the Normal sampling rule.
To define the jump instructions, call them up via the user search. Via "New" in the menu ribbon you can set up a new jump instruction with the help of the table below.
| Field | Description |
|---|---|
| Item no. | Enter the article no. for which a jump instruction is to be made in this field. If the field remains empty, the condition applies to all articles. |
| Creditor no. | Enter a vendor in this field for which a jump instruction is to be made. If the field remains empty, the condition applies to all vendors |
| Tightened to Normal | Enter in this field the number after how many consecutive released inspections the sampling requirement should change from Tightened to Normal. |
| Normal to Reduced | Enter in this field the number after how many consecutive released inspections the sampling rule should change from Normal to Reduced. |
| Reduced to Normal | Enter in this field after how many consecutive blocked inspections the sampling rule should change from Normal to Reduced. |
| Normal to Tightened | Enter in this field after how many consecutive blocked inspections the sampling rule should change from Normal to Tightened. |
| Max, number of reduced tests | Enter in this field the maximum number of inspections with reduced sampling requirement before an inspection with the normal sampling requirement is to be created again. To be able to use inspection orders with reduced sample size, a value <> 0 must be set up in this field. |
Tolerance classes#
The tolerance classes are used to create the individual dimensional categories for the free size tolerances. Common tolerance classes are: * f (fine) * m (medium) * c (coarse) * v (very coarse)
To define the tolerance classes, call them up via the user search. Via "New" in the menu ribbon you can create a new tolerance class with the help of the table below.
| Field | Description |
|---|---|
| Code | The unique code of the tolerance class is created in this field |
| Description | The description of the tolerance class is created in this field |
Tolerances of free dimensions#
Via the free size tolerances, the free size tolerance ± is set up for the respective tolerance class and the nominal dimension range above ... / to ... . Tolerances are used in inspection plan lines. The minimum nominal value and the maximum nominal value of the inspection characteristic are automatically calculated from the nominal value of the inspection characteristic and the tolerance of the inspection characteristic. Nominal value of the inspection characteristic.
To set up the tolerance, call up the "Tolerances" via the user search. Via "New" in the menu ribbon you can define a new free size tolerance with the help of the table below.
| Field | Description |
|---|---|
| Tolerance class Code | This field is used to specify the tolerance class code. |
| Nominal dimension above | This field indicates the lower nominal dimension |
| Until nominal dimension | This field indicates the upper nominal dimension |
| Tolerance ± | In this field, the permissible tolerance of the tolerance class and the nominal dimension range is specified |
The table for limit dimensions for linear dimensions ...
Limit dimensions in mm for nominal dimension range in mm#
| Tolerance class | over 0.5 to 3 | over 3 to 6 | over 6 till 30 | over 30 till 120 | over 120 till 400 | over 400 till 1000 | over 1000 till 2000 | over 2000 till 4000 | over 4000 till 8000 |
|---|---|---|---|---|---|---|---|---|---|
| f (fine) | ± 0,05 | ± 0,05 | ± 0,10 | ± 0,15 | ± 0,2 | ± 0,3 | ± 0,5 | - | - |
| m (medium) | ± 0,10 | ± 0,10 | ± 0,20 | ± 0,30 | ± 0,5 | ± 0,8 | ± 1,2 | ± 2 | ± 3 |
| c (coarse) | ± 0,20 | ± 0,30 | ± 0,50 | ± 0,80 | ± 1,2 | ± 2,0 | ± 3,0 | ± 4 | ± 5 |
... are to be set up in the table of free size tolerances as follows as an example:
Fit tolerances#
To set up the fit tolerances, call them up via the user search. Fit tolerances are used in inspection plan lines. The nominal value of the inspection characteristic and the fit tolerance of the inspection characteristic automatically result in the min. nominal value and the max. nominal value of the inspection characteristic. Nominal value of the inspection characteristic.
Fit tolerances can only be created with the tolerance abbreviations for outer dimensions (lower case) and inner dimensions (upper case) if a distinction between upper and lower case is technically activated in the database for primary key fields. If this is not the case, no distinction is made between a fit tolerance h13 and H13 and the creation of the second fit tolerance leads to an error:
"The record already exists in the Fit Tolerance table. Identifying fields and values: Fit='H13'.
In such a constellation, the fit tolerances must be created with unique code, such as:
H13 (A) ... for outside dimension fit tolerance H13 (I) ... for inside dimension fit tolerance
| Field | Description |
|---|---|
| Fit | This field is used to specify the fit code |
| Nominal dimension above | This field indicates the lower nominal dimension |
| Until nominal dimension | This field indicates the upper nominal dimension |
| Lower tolerance in µm | In this field, the lower tolerance of the fit and nominal dimension range is specified. The value must be specified as a negative value |
| Upper tolerance in µm | In this field, the upper tolerance of the fit and nominal dimension range is specified. The value must be specified as a positive value |
The table of fit tolerances (example: h6) must be created as follows
External dimensions (shafts): Limiting dimensions in µm (1 µm = 0.001 mm)
| Nominal dimension range in mm |
f6 | f7 | g6 | h3 | h4 | h5 | h6 | h8 | h9 | h15 |
|---|---|---|---|---|---|---|---|---|---|---|
| from 1 | -6 | -6 | -2 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Until 3 | -12 | -16 | -8 | -2 | -3 | -4 -6 | -14 | -25 | -400 | |
| over 3 | -10 | -10 | -4 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| to 6 | -18 | -22 | -12 | -2,5 | -4 | -5 | -8 | -18 | -30 | -480 |
| over 6 | -13 | -13 | -5 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Until 10 | -22 | -28 | -14 | -2,5 | -4 | -6 | -9 | -22 | -36 | -580 |
| over 10 | -16 | -16 | -6 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Until 18 | -27 | -34 | -17 | -3 | -5 | -8 | -11 | -27 | -43 | -700 |
| over 18 | -20 | -20 | -7 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Until 30 | -33 | -41 | -20 | -4 | -6 | -9 | -13 | -33 | -52 | -840 |
| over 30 | -25 | -25 | -9 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| up to 50 | -41 | -50 | -25 | -4 | -7 | -11 | -16 | -39 | -62 | |
| over 50 | -30 | -30 | -10 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| up to 80 | -49 | -60 | -29 | -5 | -8 | -13 | -19 | -46 | -74 | -1200 |
| over 80 | -36 | -36 | -12 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| up to 120 | -58 | -71 | -34 | -6 | -10 | -15 | -22 | -54 | -87 | -1400 |
Example setup of the fit tolerance h6
Testing equipment#
Call up the "Test equipment overview" via the user search to access the test equipment list. Test equipment is the equipment that is used in the test to determine measured values. A piece of test equipment can be assigned to the respective test plan line with which the characteristic in question is to be measured. Within the inspection plans and inspection orders, a check is performed to determine whether the specified test equipment has the status Released or Not subject to calibration in order to be used in the inspection line. However, there is no check whether the technical specifications in the test equipment card, such as unit code, reading accuracy or measuring range, match the characteristic and value range to be measured.
Test equipment card#
The TEST EQUIPMENT CARD consists of the GENERAL, USE, CALIBRATION and CALIBRATION LINES tabs. These are explained in more detail below.
Inforegister General#
In the GENERAL INFO tab, enter the master data of the test equipment.
| Field | Description |
|---|---|
| No. | This field contains the unique number of the test equipment. The number series for test equipment must be set up in the quality assurance facility. |
| Description | The description of the test equipment |
| Units code | This field is used to enter which unit of measurement the test equipment measures. This field accesses the Units table. If necessary, suitable units must first be created in this master data table. |
| Test equipment group no. | This field is used to set up the assignment of the test equipment to a test equipment group. |
| Reading accuracy | The smallest distinguishable reading value of the test equipment is entered in this field. |
| Measuring range | The measuring range of the test equipment is entered in this field. |
| Search Keyword | This field contains the search term for alternative selection next to the number. The entry in the Description field appears here as the default. |
| Manufacturer no. | The manufacturer no. of the test equipment is entered in this field. |
| Serial no. | The serial number of the test equipment is entered in this field |
| Date of receipt | The date of receipt of the test equipment is entered in this field |
| Status | This field displays the current status of the test equipment. The option values for Status are: Locked Locked test equipment cannot be used in the test order line or can only be used to a limited extent. If necessary, the test equipment specified in the test plan must be replaced in the test order by an unlocked test equipment. See also Quality assurance setup, Inspection with locked test equipment field. Under test This status indicates that the gage is currently in inspection. When a new piece of test equipment is created, the status is automatically In test. Release This status indicates that the test equipment can be used for tests. In this status, the test equipment cannot be edited Not subject to calibration This status indicates that the test equipment does not need to be calibrated. It is available for quality tests. |
| Created on | This field is filled automatically. It indicates when this test equipment was created. |
| Created by | This field is filled automatically. It indicates which user has created this test equipment. |
| Corrected on | This field is filled automatically. It indicates when this test equipment was last processed. |
| Corrected from | This field is filled automatically. It indicates which user last processed this test equipment. |
| Number of test plan lines | This field shows how many inspection plan lines the gage is assigned to. If the Released status of a piece of test equipment must be reset, the affected test plans can be displayed via the drilldown of this field and opened for revision in order to exchange the current test equipment for a released piece of test equipment. |
| Number of open test order lines | This field shows how many open test order lines the gage is assigned to. If the Released status of a piece of test equipment has to be reset, the affected test orders can be displayed via the drill-down of this field and opened for revision in order to exchange the current test equipment for a released piece of test equipment. |
Inforegister Use#
In the USAGE info tab, you can additionally specify which persons are responsible for the test equipment and to which department of the company the test equipment is assigned.
| Field | Description |
|---|---|
| Responsible | This field can be used to assign an employee responsible for this test equipment from the Employees table. |
| Deputy | This field can be used to assign a deputy responsible for this test equipment from the Employees table. |
| Department code | This field can be used to assign a department from the Departments table |
Inforegister Calibration#
In the Calibration tab, you can store the regulation, location, cycle, etc. according to which the calibration takes place.
| Field | Description |
|---|---|
| Calibration specification | A calibration specification can be entered in this field. |
| Calibration location | This option value is used to set up the calibration location. Option values are: <empty> Calibration location is not defined or the test equipment does not require calibration Internal Calibration takes place in the company External The calibration takes place outside the company. With this radio button a vendor can be entered in the following field |
| Calibration Vendor no. | If the calibration location is External, the vendor who performs the calibration of the test equipment as a service provider can be entered in this field. |
| Calibration cycle | This field is used to set up the calibration cycle using a date formula. |
| Next calibration date | This field is calculated automatically and is not editable. After the completion of a calibration, the next calibration date is calculated based on the calibration cycle. |
Inforegister Calibration Lines#
The calibrations performed are documented in the calibration lines. The calibration lines are created automatically from the calibration specifications when a new calibration is created. See Calibrating test equipment.
Right-click in the Calibration Date column heading to expand or collapse all rows. Click on a Calibration Date value to collapse or expand just those calibration rows.
| Field | Description |
|---|---|
| Calibration date | This field is filled with the current date when the calibration was created. |
| Calibration type | This field contains the measured variable that is to be calibrated. |
| Feature | This field describes the calibration type. |
| Attribute | This field indicates whether the characteristic is qualitative or not. |
| All right | Check this field if the actual value is within the setpoint specifications. |
| Set point | This field contains the nominal value if it is a quantitative characteristic. |
| Min. set point | This field contains the smallest permissible measurement if it is a quantitative characteristic. |
| Max. Set point | This field contains the largest permissible measurement if it is a quantitative characteristic. |
| Actual value | In this field you enter the actual value for calibration. |
| Units code | This field contains the unit of the measurand. |
Test equipment Remarks and translations#
Additional data can be maintained via the menu ribbon using Further options > Associated > Test equipment:
Comments
This form can be used to record internal remarks about a piece of test equipment
Translations
In this form, a translation for the required language codes can be set up for each piece of test equipment. The translations are accessed when an inspection order is printed for a vendor with the corresponding language code.
Calibrate test equipment#
The module enables you to schedule necessary calibrations and to record and thus document calibrations that have been performed.
Note
When you create a new piece of test equipment that requires calibration, you should record an initial calibration in order to have the next calibration date calculated after the test equipment has been released.
Create calibration presets#
Before you can document a calibration for a piece of test equipment, you must enter calibration specifications. To do this, go to the Calibration specifications call in the test equipment CARD IN the menu ribbon. In the CALIBRATION SPECIFICATIONS form that opens, you can enter the measured quantities and conditions to be inspected for the test equipment. The following table describes the fields of the CALIBRATION SPECIFICATIONS FORM.
| Field | Description |
|---|---|
| Calibration type | In this field you define the method of calibration. |
| Feature | In this field you define the characteristic to be checked |
| Attribute | If the characteristic is to be tested purely attributively, mark the line with Yes. If, on the other hand, a measured value is to be recorded for this characteristic during calibration, mark this line No. |
| Set point | If the characteristic is not to be assessed attributively, the nominal value of the calibration specification is specified in this field. |
| Min. set point | If the characteristic is not to be assessed attributively, the minimum target value of the calibration specification up to which the result is OK is specified in this field. |
| Max. Set point | If the characteristic is not to be assessed attributively, the maximum target value of the calibration specification up to which the result is OK is specified in this field. |
| Units code | The unit code of the characteristic to be assessed is entered in this field |
Document calibration#
To perform a new calibration, you must first set the status of the test equipment to "In test". Note that test equipment with the status "In test" cannot be used in test orders, or can only be used to a limited extent.
A new calibration is created via the "Create new calibration" function. Here, the current calibration specifications are copied into the calibration lines. The working date is used as the calibration date. The calibration date can be changed manually if required.
For calibration lines to be measured, enter the respective measured value in the Actual value field. If the actual value is within the limits specified in the calibration specification, Min. Setpoint, the indicator OK is automatically set. No actual value can be entered for attributive calibration lines. In these lines, the OK indicator must be set manually.
Once all calibration lines are acquired, the overall result must be set on the calibration date line.
Finally, the status of the test equipment must be set. If all lines including the overall result line are marked with OK, the status of the test equipment can be set to Released. By setting the status, the next calibration date is automatically calculated using the calibration date of the calibration line and the date formula from the Calibration cycle field.
If not all lines are marked with OK, the status of the test equipment must be set to Locked.
Copy test equipment#
To create similar test equipment, an existing test equipment can be used as a copy template. Proceed as follows when copying a piece of test equipment:
First create a new empty data set. Then call up the Copy from function from the menu ribbon of the test equipment card. Select the test equipment that you want to use as a template from the test equipment overview that opens. Confirm the selection with OK. The copy function copies all fields from the test equipment selected as the source as well as the calibration specifications. The Next calibration date field is also copied. If you create a new gage that requires calibration, you should record an initial calibration in order to have the next calibration date calculated after the gage has been released.
Test plans#
Call up the "Test plan overview" via the user search to access the test plan list. The test plan is the basis from which test orders are created. The test plan contains the parameters relevant for the test order. The characteristics to be inspected are also defined in the inspection plan. Which inspection plan is to be used in which process by the system is defined in the inspection plan usage.
Via "New" in the menu ribbon you can define a new test plan using the tables below.
When a new inspection plan is created, it initially receives the status New. The status can be changed to In development, Certified or Expired using the functions in the test order header menu. Only with the status Certified can an inspection plan be used as a default for creating inspection orders. In the Certified status, no changes can be made in an inspection plan. To change a certified inspection plan, the status must be reset to In development. Changes are also possible in the New or Expired status.
Create test plans#
Inforegister General#
In the GENERAL info tab you will find general information such as description, status and version.
| Field | Description |
|---|---|
| No. | This field contains the unique number of the test plan. The number series for test plans must be set up in the quality assurance facility. |
| Description Description 2 |
A description of the test plan can be set up in these fields. The description is transferred to the test order. |
| Test type | If the test plan includes destructive tests, select the Destructive option value for the test type. This option value is transferred to the inspection order. Only in the case of inspection orders with the Destructive inspection type is it possible to specify a destroyed quantity in the inspection and to transfer or clear it during the inspection. |
| Search Keyword | You can use the Search term field to search for a specific test plan whose test plan no. you do not have present. The entry from the Description field appears as the default. |
| Drawing | This field can be used to import a file, such as a drawing, for the item to be inspected. Unlike file links, the specified file is imported into the inspection plan. The file is transferred to the inspection order. |
| Status | This option value defines the status of the test plan New This status is set automatically when a new test plan is created. With this status, changes can be made in the test plan. In development This status is set via the Reset status function. With this status, changes can be made in the test plan. Certified This status is set via the Certify function. With this status, no changes can be made in the inspection plan. Only with this status can inspection orders be created from the inspection plan. Expired This status is set via the Exit function. This status indicates that the test plan has expired and is no longer used for test orders. |
| Version numbers | A test plan can be versioned. If this is intended, the number series for the version numbers must be stored in this field. For more information on versioning the test plan, please refer to the corresponding chapter. |
| Active version | In this field you can see the active certified version of the test plan depending on the working date. If you have not created a certified version, this field remains empty. |
Inforegister lines#
The Lines info tab lists the characteristics to be inspected with detailed information such as description, inspection equipment, nominal values and inspection notes, etc.
| Field | Description |
|---|---|
| Position | An item number must be entered in this code field. The way you assign position numbers is up to you. This field is mandatory for the certification of an inspection plan. |
| Inspection feature code | The inspection characteristic to be inspected in the inspection order must be entered in this field. The Lookup button can be used to select an inspection characteristic from the inspection characteristic overview. After selection, the description and the value of the Attribute field are transferred to the inspection plan lines. For certification of an inspection plan, there must be at least one line with inspection characteristic code. |
| Attribute | After selecting the inspection characteristic code, the Attribute Yes/No indicator is taken from the inspection characteristic. The indicator can be changed in the inspection plan line. |
| Description | After selecting the inspection characteristic code, the description of the inspection characteristic is transferred to the inspection plan line. The description can be changed in the inspection plan line. |
| Test equipment groups No. | In this field, a test equipment group can be selected from the test equipment group overview using the Lookup button. The use of a test equipment group no. is not mandatory in the test plan line and in the test order. |
| Test equipment no. | In this field, a test equipment can be selected via the Lookup button. All test equipment within the test equipment group specified in the previous field is displayed here. If you have not entered a test equipment group, all available test equipment that has been created without a test equipment group no. will be displayed via the lookup button. The use of a test equipment no. is not mandatory in the test plan line and in the test order. |
| Test equipment designation | After selecting the test equipment no., the description is automatically transferred to this field. You can change the description individually. |
| Manual free size tolerance class | Here you can select the free size tolerance class from the previously set tolerance classes via the Lookup button. The minimum setpoint value and the maximum setpoint value are then automatically calculated from the tolerance class and the setpoint value to be specified for the characteristic. Nominal value. Only one free size tolerance class or one fit can be specified in the line. |
| Fit | Here you can select a previously set up fit via the Assist button. The min. setpoint and the max. setpoint are then automatically calculated via the fit and the setpoint to be specified for the characteristic. Target value. You can only ever enter either a free size tolerance class or a fit in the line. |
| Min. set point | If the inspection position has a quantitative size, then you can enter a value for the smallest permissible dimension here. If a free size tolerance class or a fit is entered in the line, this value is automatically calculated from the nominal value. |
| Set point | If the test position has a quantitative value, you can enter a nominal value here. If a free size tolerance class or a fit is entered in the line, the min. nominal value and the max. nominal value are automatically calculated from this value. Nominal value are calculated. |
| Max. Set point | If the test position has a quantitative size, then you can enter a value for the largest permissible dimension here. If a free dimension tolerance class or a fit is entered in the line, this value is automatically calculated from the nominal value. |
| Units code | In this field, specify the reference unit for the entered dimensions. |
| Test note | You can enter an additional test note as free text in this field. |
| Specification | In this field, a file, such as a specification for the characteristic to be inspected, can be imported. Unlike file links, the specified file is imported into the inspection plan line. The file is transferred to the inspection order line. |
Inforegister sampling requirement#
The SAMPLING REGULATION info tab contains the sampling regulations to be used in general if no other sampling definitions are shown in the rows.
| Field | Description |
|---|---|
| Sampling rule Code (Normal) |
In this field, you store the sampling specification for the normal inspection severity. The inspection quantity is calculated on the basis of this sampling specification as soon as the system classifies an inspection as a normal inspection severity by means of jump instructions. |
| Sampling pres. Code (Tightened) |
In this field, you store the sampling specification for the tightened inspection. The inspection quantity is calculated on the basis of this sampling specification as soon as the system classifies an inspection as tightened by means of jump instructions. |
| Sampling pres. Code (Reduced) |
In this field, you store the sampling specification for the reduced inspection severity. The inspection quantity is calculated on the basis of this sampling specification as soon as the system classifies an inspection as a reduced inspection severity by means of jump instructions. |
A sampling specification must be entered in the Sampling specification field, otherwise the inspection plan cannot be released and a corresponding message is issued.
Note
Sampling rules used must have at least one row with "Sample Size">0, "Sample Size %">0 or "Skip Item Count">0.
Inforegister Management#
In the ADMINISTRATION tab, you will find information about who created or modified the test plan and when.
| Field | Description |
|---|---|
| Built on | Date of the test plan installation |
| Built by | User of the test plan system |
| Modified on | Date of last change |
| Modified from | User of the last change |
Test plan remarks / test plan notes#
Test plan remarks#
You can store any number of remarks for each test plan. Click on the test plan card in the "Related>Test plan>Remarks" menu band. The "Remarks" window opens in which you can enter your remarks.
The remarks can be viewed and also changed via the same path.
Test plan notes#
The test equipment notes are recorded in the "Notes" info box and are also displayed there with date and user name after "Save".
Test plan uses#
Call up the "Inspection plan usages" via the user search. In the inspection plan usage, you must set up in which processes which inspection plans are to be accessed in order to create the process-relevant inspection orders.
The "Inspection plan usage" can also be opened directly from the inspection plan map or the inspection plan overview. Furthermore, this can also be called up in the vendor, customer, article, work center groups, work centers, operation filtered to the respective data record.
The USAGE TEST PLAN page is divided into a header and a row area. The header area is used to filter the usage lines.
Test plan Use filter area#
You can perform the following filtering for the test plan usage lines:
| Field | Description |
|---|---|
| Origin type filter / Origin code | filter This can be used to set a filter on one of the origin type options. If a unique data source is defined by the origin type filter, such as vendor, an additional origin code filter can be set. In this case, a specific vendor can be selected from the list of vendors as the origin code filter, or an origin code filter can be entered manually. In this case, a filter string such as <>'' or 1* etc. can also be used. If no unique data source is defined by the origin type filter, no additional origin code filter can be set. Selecting the Origin type filter None will remove the filtering on a specific origin type. All origin types are displayed. |
| Routing version filter | This can be used to set a filter on the version of a routing for production. |
| Working aisle filter | If you have selected an intermediate inspection operation as the origin type and the routing in the Origin code field in the next step, you can finally filter to the specific operation. |
| Type filters / Item no. Filter |
Here a filter can be set on the option value article. If this type of filter is set, an article no. filter can also be set. A certain article can be selected from the list of articles as article no. filter or an article no. filter can be entered manually. In this case also a filter string like <>'' or 1* etc. can be used.Likewise, a kind of filter on All articles can be selected. This filters the use of the test plan to those lines that are generally valid for all articles. Selecting the Type Filter None will remove the filtering on the type. |
| Test plan filter | In this field, a test plan can be selected from the selection list of test plans to which the usage list is to be filtered. Likewise, a filter on the test plan can be entered manually. In this case, a filter string such as <>'' or 1* etc. can also be used. |
| Start date filter | The Start Date Filter can be used to set a filter on the usage lines with a specific start date In this field, in addition to an exact date, a date filter string, such as a period, can also be used. |
Test plan use lines#
The test plan usage is set up in the lines described below. Mandatory fields for the complete setup of a test plan usage are:
-> Type of origin
Depending on the selected origin type, further fields are to be filled differently.
-> Type
Depending on the selected type, further fields are to be filled differently
-> Test plan
The inspection plan to be used for the combination of origin type and species, which is used to create the respective inspection order.
| Field | Description |
|---|---|
| Type of origin | Enter here for which tests the test plan is to be used. The following options are available: Receipt check vendor Here, an incoming inspection for goods of the creditors takes place. Receipt check customer An incoming inspection for goods from the debtors takes place here. Receipt check transfer order An incoming goods check is carried out here for goods from the transfer orders. Receipt check vendor and customer Here, an incoming inspection for goods from creditors and debtors takes place. Intermediate examination workplace Here, an intermediate inspection takes place in the manufacturing process for a specific workstation (KVS Manufacturing Quality Control). Intermediate examination workplace group Here, an intermediate inspection takes place in the manufacturing process for a specific workstation group (KVS Manufacturing Quality Control). Intermediate exam Both Here, an intermediate inspection takes place in the manufacturing process for specific workstations and workstation groups (KVS Manufacturing Quality Control). Final inspection Here, a final inspection is performed after the actual message of the last operation (KVS Production Quality Control). Manual test Here, manual inspection takes place independently of the business and manufacturing process. Intermediate inspection operation Here, an intermediate inspection takes place in the manufacturing process for certain operations (KVS Manufacturing Quality Control). Note: An intermediate inspection at the last operation is not possible (see final inspection). |
| Origin code | If a unique data source is defined by the origin type filter, such as Vendor, an additional origin code filter can be set. In this case, a specific vendor can be selected from the list of vendors as the origin code filter or an origin code filter can be entered manually. In this case, a filter string such as <>'' or 1* etc. can also be used. If no unique data source is defined by the origin type filter, no additional origin code filter can be set. |
| Working aisle no. | If you have selected an intermediate inspection operation as the origin type and the routing in the Origin code field in the next step, you can finally determine the specific operation. |
| Type | In this field you can enter whether the inspection plan should be applied to one item or all items. |
| Code | If you have entered the Article option in the Type field, you must select an Article No. in this field. |
| Test plan | Here you enter the inspection plan no. to be used for the specified origin type and species. If the TEST PLAN USES form is called up via a test plan, this field is preassigned with the test plan no.. |
| Start date/ End date | Here you enter the date values for which the test plan usage is active/valid. This is not a mandatory field for the system to create checks. |
| Work plan version code | If checks are to be used in production and routings with versions are maintained, this field shows the active version. |
Test plan#
Inspection plan usages can be set up for the following processes. Which inspection plan is used to create the inspection order depends on the following hierarchy:
Incoming inspection use priorities{ #incoming-inspection-testplan-use-priorities }#
Example: A goods receipt is posted for vendor 10000 and item 70011. The inspection plan usage is run through in the following hierarchical order to determine the valid inspection plan for creating the inspection order:
| Priority | Type of origin | Origin code | Type | Code |
|---|---|---|---|---|
| 1 | Receipt check vendor | 10000 | Article | 70011 |
| 2 | Receipt check vendor | Article | 70011 | |
| 3 | Receipt check vendor | 10000 | All articles | |
| 4 | Receipt check vendor | All articles | ||
| 5 | Incoming inspection Both | Article | 70011 | |
| 6 | Incoming inspection Both | All articles |
If the test plan usages are managed with start date and end date, the entry with the most recent start date is used within the same priority. The sorting is therefore ascending within the priority level according to the start date. The last entry of the test plan usage is accessed.
If test plans are managed with versions, the version with the most recent start date is used within the same priority.
Intermediate exam#
Example: A routing 1001 is available for the article 1000 "Touring bike" to be produced. In operation 40 at work center 110, an intermediate inspection is to be set up before the touring bike is packed.
In the inspection plan usage, the trigger for creating the intermediate inspection with the required inspection plan can be set up in different ways. The priority rule is "from the most accurate assignment to the most general assignment":
| Priority | Type of origin | Origin code | Operation | Type | Code |
|---|---|---|---|---|---|
| 1 | Intermediate inspection operation | 1000 | 40 | Article | 1000 |
| 2 | Intermediate inspection operation | 1000 | 40 | All articles | |
| 3 | Intermediate examination workplace | 110 | Article | 1000 | |
| 4 | Intermediate examination workplace | 110 | All articles |
If the test plan usages are managed with start date and end date, the entry with the most recent start date is used within the same priority. The sorting is therefore ascending within the priority level according to the start date. The last entry of the test plan usage is accessed.
If test plans are managed with versions, the version with the most recent start date is used within the same priority.
Test plan usage Incomplete data records in the test plan usage#
An incomplete data record in the test plan usage is ignored by the system. Mandatory fields are marked with a red star depending on the line type.
Incoming inspection#
Example:
A data record exists in the inspection plan usage for the vendor 01254796 and the article 70000. This data record does not contain an assigned inspection plan. A goods receipt is posted for vendor 01254796 and item 70000.
In this case, the goods receipt is posted without creating an incoming inspection or issuing an error message.
Intermediate exam#
Example:
A work plan with the following operations is available for item 1000:
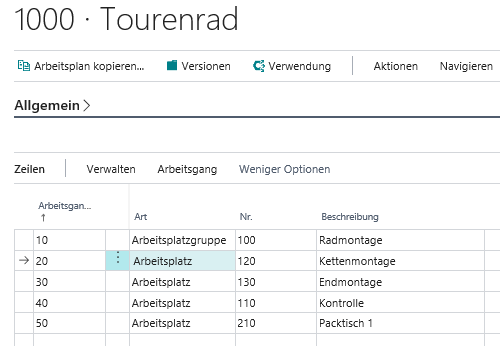
Intermediate tests for article 1000 are set up in the test plan usage with
-Intermediate inspection Operation with operation no. 20 without inspection plan assignment
-Intermediate test workstation 120 with test plan PP-00004
When the production order is released, the first line of the inspection plan usage is ignored, an intermediate inspection is created according to the (less relevant) second line for work center 120 via the stored inspection plan PP-00004.
Copy test plan#
You have the possibility to copy an existing test plan. To do this, proceed as follows:
1.) Create a new test plan with a new test plan number under Planning > Test plans using the New button.
2.) Click the Copy test plan function in the ribbon.
3.) In the TEST PLANS form, select the test plan to be copied.
4.) The header and row information of the selected test plan will be copied to the current test plan.
The newly created inspection plan must be assigned in the inspection plan usage to the business transactions in which the inspection orders are to be created from it. (See also Inspection plan usage)
Versioning the test plan#
You can create any number of versions for an existing test plan when making changes to the test plan. A prerequisite for the versioning of inspection plans is the assignment of a number series in the inspection plan header in the Version numbers field. To avoid working with a consecutive version number for all inspection plans and their versions, create a number series with purely manual number assignment. This number series can be used in every inspection plan. When creating a new test plan version, you can now manually assign the respective version number of the test plan version (V-001, V-002, V-003 ...).
An inspection plan version does not have to be set up in the inspection plan usage. The test plan usage accesses the stored test plan and the latest certified version available for it. (See Test plan usage)
To create a new version for an existing test plan, proceed as follows:
1. From the test plan list or from the test plan map, you can call up the test plan version overview using the Versions function.
2. In the test plan version overview, call up the New function.
3. Depending on the setup of the number series in the test plan header for the version numbers, a new test plan version number is assigned automatically or must be assigned manually by the user.
4. You can manually fill all header and row fields in the new test plan version as described above. Likewise, you can use the inspection plan header as the basis for a new version or use an existing inspection plan version as the basis for a new version. To do this, use the Copy test plan or Copy test plan version function. The header and line information will be copied from the selected source to the new test plan version.
5. Use the Start date field in the test plan version to specify from which working date this version should be automatically used by the system. The most recent certified version of a test plan is always accessed.
6. Finally, you use the functions to define the status of the current test plan version:
-Certify
The version receives the status Certified. From the inspection plan usage, the most current inspection plan version according to the work date is accessed for creating inspection orders.
-Reset status
The version receives the status In development. In this status, changes can be made to the version. The test plan usage does not access this version when creating test orders.
-Exit
The version receives the status Expired. The test plan usage does not access this version when creating test orders.
Quality checks#
The QM module creates quality inspections in the various business and manufacturing processes. The chapter describes how quality inspections are created on the basis of inspection plans and sampling regulations. The quality inspections can be subdivided as follows: * Incoming inspection * Intermediate exam * Intermediate examination external work course * Final inspection * Manual test
QM also supports quality inspections in production in interaction with external work (intermediate inspections and final inspections).
Incoming inspection#
The incoming goods inspection is intended for the purchasing, sales and stock transfer process.
The incoming inspection in purchasing is intended for the inspection of purchase deliveries. Purchasing deliveries can be posted directly via the purchase order or the goods receipt, depending on the setup of the storage location. If "Perform quality inspection from purchasing" is activated for the storage location in question and an inspection plan has been set up in the inspection plan usage for the combination of article and vendor, the system automatically creates an incoming inspection for the posted purchasing delivery.
Receipt check in sales is intended for checking incoming postings from posted returns due to a sales complaint. Returns can be posted directly from the complaint or the goods receipt, depending on the setup of the storage location. If "Perform quality inspection from sales" is activated for the storage location in question and an inspection plan has been set up in the inspection plan usage for the combination of article and customer, the system automatically creates an incoming inspection for the posted return.
The incoming inspection for transfer order is intended for the inspection of transferred items. The incoming inspection from transfer order is created automatically if “Perform quality inspection from stock transfer” is activated for location (field “Transfer-from Code”) of the stock transfer order and an inspection plan with the origin type “Incoming inspection from stock transfer” has been created for the item to be transferred in the inspection plan usage. The inspection order from a stock transfer order is identical to an inspection order from a purchase order or a sales complaint.
The list of incoming inspections to be processed from purchase deliveries, sales complaints or transfer orders can be called up directly via the corresponding tile in the “Quality Management (QM)” role center. You can also open the list of incoming inspections to be processed from the ribbon of the role center via “Tasks > Inspection orders > Incoming inspection”.
The list of incoming inspections to be processed can be opened from the purchase order, sales complaint and transfer order via the relevant document line and the call “Line > Inspection orders”. In this case, the list is filtered to:
- the origin number (order number / sales complaint number / stock transfer order number)
- the origin type (purchase line / sales line / stock transfer line)
- the origin line number
By displaying the filter area and removing the filter on the origin line number, the list view can be expanded so that all incoming inspections to be carried out for the relevant purchase order / sales complaint / stock transfer order are listed.
The "Quality inspection required" field in the warehouse receipt shows whether an incoming goods inspection is required for the respective warehouse receipt lines.
The following options are displayed:
|No|No incoming inspection is required according to the test plan utilisation.| |Yes|According to the test plan utilisation, an incoming inspection is required and the "skip lot number" = 0 in the sampling regulations.| |Skip Lot - No|According to the inspection plan usage, an incoming inspection is required and in one of the sampling rules the "Skip Lot Number" is <> 0. No inspection is currently due.| |Skip Lot - Yes|According to the inspection plan usage, an incoming inspection is required and in a sampling rule the "Skip Lot Number" is <> 0. An inspection is currently due.|
Note
Depending on the "Automatic calculation of quality inspection" switch in the Quality Inspection Setup, the content of the "Quality inspection required" field is calculated when the warehouse receipt is called up or by calling up the "Calculate quality inspection" function in the warehouse receipt.
Inspections#
Inspections are created automatically when production orders are processed or released. If "Perform quality inspection from production" is activated for the storage location in question and if an inspection plan has been set up in the inspection plan usage for a combination of article and work center, work center group or operation in the routing, the system creates the respective inspection order for the intermediate inspection. This means that several intermediate inspections can exist for different work steps in a production order.
- Inspection checks are created automatically when a simulated or firmly planned production order is transferred to a released production order via the status change.
- An inspection can be created in a released production order by calling up the "Create inspection test order" function.
- An interim check is created in a released production order by activating the "Update production order" function. If changes are made to a released production order for which interim checks already exist, executing the "Update production order" function again causes existing interim checks to be deleted and new interim checks to be created based on the current data of the released production order.
- Inspection checks can be created if a released production order is generated directly from a sales order.
The list of inspections to be processed can be called up directly in the role center QM - Quality Assurance via the corresponding tiles. There are two tiles, one tile for intermediate inspections from in-house production operations and one tile for intermediate inspection of external operations. You can also open the respective list of interim inspections to be processed from the role center ribbon via Tasks > Inspection orders > Interim inspection or Interim inspection (external).
From the production order, the list of intermediate inspections to be processed can be opened by calling Line > Inspection order.
Final inspection#
The final inspection for a production order is created automatically if "Perform quality inspection from production" is activated for the storage location of the production order and an inspection plan is set up in the inspection plan usage for the origin type final inspection for the article to be produced. A final inspection is created automatically when the last operation is posted via the production ledger sheet or the actual message ledger sheet.
If the last operation is an external work, the final inspection is generated by posting the delivery of the external work order.
The list of final inspections to be processed can be opened in the QM - Quality Assurance role center directly via the corresponding Final inspections tile. You can also open the list of final inspections to be processed from the role center menu via Tasks > Inspection orders > Final inspection.
Manual test#
The QM quality assurance module allows you to create manual checks.
To do this, go to the menu Departments > Quality assurance > Manual inspection and select the menu item Create manual inspection.
By means of the Stock transfer book sheet you can transfer an article to the storage location or storage bin of the quality inspection. The stock transfer creates a manual inspection.
The following table describes the fields of the CREATE MANUAL CHECK form.
| Field | Description |
|---|---|
| Book. sheet name | Use Lookup to select the book sheet you want to use. |
| Item no. | Enter in this field the item no. for which the bin contents are to be retrieved. |
| Article variant | If there is an article variant, you can enter it here. |
| Storage location | In this field, enter the storage location from which you want to retrieve the content. |
To fill the Book. sheet and create a manual check, proceed as follows on the CREATE MANUAL CHECK form:
- Navigate to the function Get bin contents in the menu.
- Enter a posting date and document number.
- In the request window you can make further restrictions so that only the desired items appear.
- After you have executed the Get bin contents function, the book.sheet will be filled automatically.
- For the New storage location code and New storage bin code fields, make sure that the storage location has been set up for quality inspections and that the new storage bin code corresponds to the set up QA storage bin on the storage location map.
- You can use the Post & Create Check Orders function to create a Manual Check for the generated rows.
Via Departments > Quality assurance > Manual inspection > Manual inspections, you can perform the generated manual inspection.
Note
For the treatment of the dimensions: When fetching the bin contents, the dimensions are NOT written to the rows. This is a known limitation of the Microsoft Dynamics 365 Business Central1 standard, not of the product. If you go via "Select item" the dimensions are taken over correctly.
When creating a manual inspection, it can basically come to the state that the quantity to be inspected is fetched from several different item items, each of which can have its own dimensions. However, because this is not clear, no dimensions are seen on the inspection order. If dimensions are stored at the test order, only these are written to the incoming article items, the outgoing dimensions compensate for the old items. Important: The check order does not add any dimensions to the article item, but replaces them, if they exist. However, if no dimensions are stored in the check order, then the dimensions of the existing item are passed on to the new item.
Test order#
Test orders have an identical structure, regardless of their origin. A test order is divided into a test order header and the associated test order lines. The basis for the test order is the test plan described in the basic setup.
Inforegister General#
| Field | Description |
|---|---|
| No. | The unique number of a test order. The assignment of the number is defined to the quality assurance facility via the number series in the Test order numbers field |
| Test plan no. | This non-editable field contains the test plan number of the test plan that was accessed to create this test order. |
| Test plan version no. | If test plan versions exist for the test plan, this non-editable field shows the test plan version number that was accessed to create this test order. |
| Inspection plan description/ Inspection plan description 2 | These non-editable fields are automatically filled with the test plan descriptions. |
| Test severity | Depending on the sampling rule and the jump instructions, the field is automatically filled by the system. The field is not editable. Possible test severities are • Normal • Reduces • Tightened The inspection severity was used to determine the relevant sampling requirement in the inspection order and the required inspection quantity was calculated based on the document quantity. |
| Test type | If the test plan used allows destructive testing, this is indicated here. The field is not editable. |
| Drawing | If a drawing (file) has been stored in the test plan, it is available here in the test order and can be opened. The field cannot be edited. |
| Item no. | This field contains the article number of the item to be checked. Depending on the origin type, this is the item from the goods receipt, from the production order or from the manual inspection. |
| Article description/ Article description 2 Search Keyword |
These fields are taken from the article master. The fields are not editable. |
| Document quantity | This field is filled with the document quantity. This is either the total goods receipt quantity, the total production quantity or the selected total stock of a manual inspection. This field is not editable. |
| Required test quantity | The document quantity and the sampling requirement result in the required inspection quantity, i.e. the number of inspection items to be inspected in the inspection order according to the rules and regulations. This field is not editable. |
| Quantity to check | This field indicates the actual quantity to be checked. For items without item tracking, this quantity is preset with the required check quantity. For items with item tracking, the quantity to check must be defined by assigning corresponding serial and/or batch numbers. The quantity to check can be reduced to the required check quantity. Likewise, the quantity to check can be increased up to a maximum of the document quantity. Since the "Quantity to check" determines the number of checks in the check matrix, a whole number without decimal places must always be entered here. If the document quantity contains decimal places and a check of the total quantity is required, the document quantity rounded up to a whole number can be entered in the "Quantity to check" field. (See "Perform check") |
| Quantity to lock | The quantity to be blocked must be entered in this field before the check is completed. (See "Perform check") |
| Quantity destroyed | The quantity destroyed during the test must be entered in this field before the test is completed. (See "Perform check") |
| Storage location release | This field displays the storage location used from the origin document and is not editable. |
| Storage bin release | This field shows the used bin from the origin document. The field is editable. |
| Storage location blocking storage | This field is filled with the default from the Storage Location Setup Quality Assurance tab and is not editable. |
| Storage place blocking storage | This field is filled with the default from the Storage Location Setup Quality Assurance tab and is not editable. |
| Storage location destroyed items | This field is filled with the default from the Storage Location Setup Quality Assurance tab and is not editable. |
| Storage place destroyed items | This field is filled with the default from the Storage Location Setup Quality Assurance tab and is not editable. |
| Justification special release | A reason must be entered in this field in the case of a special release (See "Perform check"). |
| Quality number | This field is calculated from the number of inspections, the number of deviations and the findings of the inspection plan line (OK, minor defect, major defect, critical defect) and defect factors (weighting) stored in the quality inspection setup according to the following formula: Quality number = 101- (Total number of exams + Weighted minor error deviations + Weighted main error deviations + Weighted Critical Error Deviations) / Total number of tests (see example for the calculation of the quality number) The quality number can assume a value between 0 and 100. This field is not editable. The value of the quality number of an incoming inspection is included in the supplier rating. |
| Built on | This field is automatically filled with the date once the test has been set up. |
| Built by | This field is automatically filled by the system with the logged-in user who triggered the check. |
| Modified on | This field is automatically created by the system when entries or changes are made in the test order. |
| Modified from | This field is automatically filled in with the user logged in to the system as soon as a field is changed. |
| Employee no. | In this field, a responsible employee for this check can be selected from the previously set up employee table. |
| Employee first name | Displays the first name of the employee from the employee table. The field is not editable. |
| Employee name | Displays the name of the employee from the employee table. The field is not editable. |
Inforegister origin#
| Field | Description |
|---|---|
| Origin reference area | In the "Origin reference" group, fields are displayed that represent the document / operation from which an inspection order was created. Clicking on the Assist button in the "Document type" field will take you to the corresponding reference. |
| Document type | The document type of the document that caused the test order is displayed hereFollowing options are possible: • Purchasing / Order • Sale / Complaint • FA line (This type is used for final checks) • Routing line (This type is used for intermediate checks) • Item book. Sheet • Transfer Order Note: With the origin reference "Item-book.sheet", no document can be displayed via the Assist button, since the book sheet was only used to generate a manual check and does not represent an independent document. |
| Document no. | This field contains the number of the document of origin. |
| Document line no. | This field contains the line number of the origin document. |
| Work plan no. | This field is used only for intermediate checks. The number of the task list that caused the intermediate check is entered here. |
| Working aisle no. | This field is used only for intermediate checks. The number of the operation that caused the intermediate check is entered here. |
| Booking limit area | In the "Posting reference" group, fields are displayed that form a reference to the posted document. However, the posting reference is filled only if there is a corresponding posting transaction in the system that caused the check order. This happens in the following cases: • Receipt inspection from posted purchase delivery • Receipt check from posted sales return • Final inspection from a production order Note: The posting reference remains empty for manual checks and checks for operations, since no posted document is stored by the system for these check types. |
| Document type | Specifies the type of document of the posting reference. The following options are possible: • Booked purchase delivery • Booked return • Item journal (for actual messages from the production order) • Posted transfer input Clicking on the Assist button in the "Document type" field will take you to the corresponding reference |
| Document no. | Specifies the number of the posting reference document. |
| Document line no. | Specifies the line number of the item in the referenced posting document. For the document type "item journal", the field remains empty, since the item journal is already uniquely determined by the document number. |
| Logistics reference area | In the group "Logistics reference" fields are displayed that form a reference to the posted goods receipt.In the area "Logistics reference" only the reference to a posted goods receipt is displayed. This is only managed if the underlying storage location has been set up in such a way that putaways have to be created as part of the goods receipt. Only then does the logistics reference also make sense in an inspection order, because only in this case are putaways created from the inspection order that must have a reference to the posted goods receipt. |
| Document type | Indicates the type of document of the logistics reference. Here always a posted goods receipt. Clicking on the Assist button in the "Document type" field takes you to the corresponding reference. |
| Document no. | Indicates the number of the logistics reference document. |
| Document line no. | Specifies the line number of the item in the referenced logistics document. |
Note
The documents caused by the external work (purchase order / delivery) are not kept in an inspection order. Even in the case of external work, the production order for which the external work was requested is the primary document for the inspection order. The reference to the corresponding ACTUAL message (final inspection) or to the operation (intermediate inspection) is then kept in the inspection order.
Inforegister lines#
The test order lines are filled from the specifications of the test plan when the test order is created. In addition, the results of the individual tests are displayed in the test order lines. A final test result must be set in each test plan line. The following table describes the fields of the test order line.
Default fields#
| Field | Description |
|---|---|
| Position | The item number according to the inspection plan line. |
| Inspection feature code | The inspection characteristic code according to the inspection plan line. |
| Attribute | The inspection type according to the inspection characteristic or inspection plan line. |
| Description | The description of the inspection characteristic. |
| Test equipment groups No. | The test equipment group number according to the test plan line. |
| Test equipment no. | The test equipment number according to the test plan line. |
| Test equipment status | The status of the test equipment existing at the time of creation of the test order. |
| Test equipment designation | The designation of the test equipment group or test equipment according to the test plan line. |
| Manual free size tolerance class | The manual clearance tolerance class according to the test plan line |
| Fit | The fit according to the test plan line. |
| Min. set point | The minimum target value of the characteristic according to the inspection plan line |
| Set point | The setpoint according to the test plan line. |
| Max. Set point | The maximum setpoint according to the test plan line |
| Units code | The reference unit for the entered dimensions according to the test plan line. |
| Test note | The inspection note according to the inspection plan line. |
| Specification | The file attachment, taken from the test plan line. |
| Required test quantity | The calculated inspection quantity. This is calculated from the sampling specification and the document quantity. |
Fields filled when performing the check#
| Field | Description |
|---|---|
| Number of exams | This field displays the number of recorded tests for the test order line. |
| Actual value (min.) | This field displays the smallest measured value of the test order line. |
| Actual value (average) | This field displays the average value of all measurements of the test order line. |
| Actual value (Max.) | This field displays the largest measured value of the test order line. |
| Quantity Deviating | This field shows how many measurements are outside the tolerance of Min. Set point value lie |
| Test result | Finally, the inspector must enter the inspection result for the inspection order line in this field. |
Example for the calculation of the quality number#
With the setup for the weighting of the defect findings shown above and the adjacent illustration of the test results, the formula ...
Quality number =
101 - (Total number of tests
+ Weighted minor error deviations
+ Weighted main error deviations
+ Weighted Critical Error Deviations)
/ Total number of tests
Quality number = 101 - ( 15 + ( 2 x 10) + (0 x 30) + (1 x 60) ) / 15 = 94.67
Perform quality check#
The following sections explain how a quality inspection is performed. The execution of an inspection is identical for all inspection order types. Completed quality inspections of the type incoming inspection (vendor) are included in the supplier evaluation. The inspection result can be made available as a document to the supplier in the event of justified complaints. Within production, the intermediate inspections performed and the final inspection performed can be used as proof of quality for documenting the production process.
Set quantity to check#
In the inspection order header, the required inspection quantity has been calculated via the sampling specification and the document quantity. The quantity to be inspected defines the actual quantity to be inspected. In principle, the quantity to be inspected can be kept different from the calculated required inspection quantity. You can set the quantity to be inspected lower and you can also increase the quantity to be inspected up to a maximum of the total document quantity.
Item without article tracking
For items without item tracking, the required check quantity is automatically written to the Quantity to check field.
Item with article tracking
For articles with article tracking, it is mandatory that the indicator "Batch no. warehouse" or "Serial no. warehouse" is set to Yes for the article tracking codes used. The item tracking information must also be carried across storage bins.
For items with item tracking, the required inspection quantity is automatically written to the Quantity to inspect field only in the intermediate inspections of production. In incoming inspections, final inspections or manual inspections, the quantity to inspect must be defined via the item tracking lines assigned to the inspection order. To do this, use the Assist button of the Quantity to check field. In the page opened by this, all posted batch numbers with movement quantity (base) or all posted serial numbers with movement quantity (base) = 1 are displayed. In the Quantity to check column, enter the required check quantity for the respective batch number. For serial numbers, you must enter the quantity to check = 1 for the respective serial number to be checked until you have reached the required quantity to check.
Record test results#
The inspection results for the individual inspection order lines can be recorded in two different ways:
Recording in the test result matrix#
The test result matrix is called up via the Test result matrix button in the menu ribbon of the test order.
In the inspection result matrix, all inspection order lines are displayed one below the other. Behind the information from the inspection order lines (position, inspection characteristic code, unit code, attribute, min. nominal value, nominal value and max. nominal value), the fields for recording the inspection results are displayed in the following numbered columns. Target value), the fields for recording the inspection results are displayed in the following numbered columns. The number of columns corresponds to the quantity to be inspected defined in the inspection order. A maximum of 32 columns for recording the results can be displayed on one page of the test results matrix. If the "Quantity to check" is larger, you can scroll to the next recording record using the "Next record" button. The "Previous record" button is used to return to the previous record of test results. In the test results matrix, no more results can be recorded than have been defined via the quantity to be tested.
General information from the test order is displayed in the header of the test result matrix. Filters of the test result matrix are displayed in the Display options area. These display options can be changed. According to the display options set, it is possible to switch to the test result matrices of other test orders without having to leave the test order itself. The buttons on the left and right of the test result matrix page are used for this purpose.
Acquisition via test data#
The test data is called up via the Lines > Test data button. In the test data page, the individual test results are recorded line by line for the test order line from which the call was made. No number of lines is predefined based on the quantity to be inspected. If test results have already been recorded via the test result matrix, they are displayed line by line on the test data page. The test data can be used to record other values in addition to the pure test result.
Fields of the Test Data table#
| Field | Description |
|---|---|
| Test specimen no. | You can enter a number in this field for each specimen to be inspected. If the data was recorded via the test results matrix, the test data is already available. The test data lines are numbered chronologically starting with 1.If the data is recorded via the test data, the test specimen no. can also be assigned manually. Test data is only displayed in the test results matrix if the manual test specimen no. is assigned chronologically starting with 1. |
| Actual value Attribute fulfilled |
If the characteristic is not attributive, the Actual value column is displayed. The measured actual value must be entered in this field. If the attribute is an attributive characteristic, the Attribute fulfilled column is displayed. In this field it is to be indicated whether the attribute is fulfilled or not. |
| Deviation | If the characteristic is not attributive, the Deviation column is displayed. The value displayed is the deviation of the actual value from the minimum setpoint or the deviation of the actual value from the maximum setpoint. Setpoint resulting from the actual value. A deviation of 0 means that the actual value is within the min. and max. setpoint. Setpoint. The field is not editable. |
| Deviation present | Non-attributive characteristic The Deviation present field is displayed with Yes if the actual value is outside the min. and max. setpoints. Setpoint. Attributive characteristic The field Deviation present is displayed with Yes if attribute fulfilled was entered with No. The field is not editable. |
| Check error code | A check error code can be entered in this field |
| Error category code | In this field the error category code of the test error is automatically taken over. This field can also be filled manually |
| Test error description | In this field the description of the test error is automatically taken over. A test error description can also be entered as free text in this field. |
Test feature Test result#
After an inspection has been performed and recorded for all test items, the "Inspection data" window or the "Inspection results matrix" can be closed. The entered data is transferred to the lines of the test order. From the input of the actual values, the minimum and maximum actual values are determined and an average is calculated. These values are entered by the system in the Actual value (min.), Actual value (average) and Actual value (max.) fields. The number of your test data per test order line is displayed in the Number of tests field. Via Drilldown you can display the respective test data.
On the basis of the test data entered and the min., max. and average values determined from them, you must carry out a test result for each test item. To do this, select your assessment in the "Test result" field. The following options are available:
* blank
No check result set
* in order
The inspection characteristic is free of defects. This result can only be set,
if there are no deviations.
* Minor defect
The inspection characteristic is not free of defects.
The error is classified as a minor error
* Main error
The inspection characteristic is not error-free.
The error is classified as a main error
* critical error
The inspection characteristic is not free of errors.
The error is classified as a minor error
The definition of a minor, major and the critical error must be defined internally. A minor defect is not of great importance, while a major defect restricts the use of the item and a critical defect could have serious consequences. If you leave the field blank, you have not recorded a valuation for this inspection item and cannot complete the inspection order. The characteristic of the result is subject to the subjective assessment of the user and can be fixed per inspection characteristic, but not per inspection item.
Test decision for a test order#
An inspection order is completed via an inspection decision. Depending on whether the Inspection requirement on release field is activated, the inspection can only be completed if you have entered the specified quantity to be inspected in the inspection data for each inspection order line. Once you have recorded all the prescribed tests and assigned a test result to each test order line, you can use the menu with the respective buttons to complete the test order as follows:
- Release document quantity
- Release
- Special release
- Document quantity locks
The following table illustrates which inspection decision is possible depending on which recorded inspection data and quantity fields.
| Field | Release document quantity | Release | Special release | Document quantity locks |
|---|---|---|---|---|
| "Test result" field in test order lines | All test order lines must be "in order". | All test order lines must be "in order". | At least one test order line must be unequal to "in order". | At least one test order line must be unequal to "in order". |
| Quantity to be released" field in the test order header | The complete document quantity is automatically released. Entries are not taken into account. | Inputs are processed. | Inputs are processed. | Inputs are not processed; an error message occurs when the action is executed |
| Quantity to block" field in the test order header | Inputs are not processed; an error message occurs when the action is executed | Inputs are processed | Inputs are processed | The complete document quantity is automatically blocked. Entries are not taken into account. |
| Quantity destroyed" field in the test order header | Entries are only possible for the Destructive test type. Inputs are not processed; an error message occurs when the action is executed | Inputs are only possible with Destructive test type Inputs are processed. | Entries are only possible for the Destructive test type. Inputs are processed | Entries are only possible for the Destructive check type. Inputs are not processed; an error message is displayed when the action is executed. |
| Which quantity check takes place in the background? | The reference quantity for the quantity check is always the total document quantity | Sum of quantity to be released, blocked and destroyed may be max. the document quantity | Sum of quantity to be released, blocked and destroyed may be max. the document quantity | The reference quantity for the quantity check is always the total document quantity |
| What quantities are booked? | Always the entire document quantity | maximum the document quantity, or less | maximum the document quantity, or less | Always the entire document quantity |
| Is a follow-up test order possible? | no | yes, with the remaining quantity | yes, with the remaining quantity | no |
| Feature | none | none | Field Reason special release becomes mandatory field | none |
Note
If the document quantity is blocked for a check order, it is possible to create a purchasing complaint.
It is possible to create a purchase complaint in the following cases:
• Block document quantity in a single-level storage location
• Block document quantity in a two-level storage location without picking
Change inspection plan for inspection order#
Via "Action>Function>Change test plan" you have the possibility to manually use another test plan for the test order instead of the test plan set up in the test plan usages.